





Corrugated Horns
![]()
Corrugated Horns
240 GHZ Antenna Pattern
Custom Antenna Designs
ZAX will custom design various types of antennas for specific applications. Corrugated conical horn antenna designs range from low flare angle to large flare angle. Each design can be tailored to applications including a stand alone horn, feedhorn-lens, horn-lens and feedhorn-reflector combinations. The horns are designed for a given operating bandwidth.
Performance Considerations
Large flare angle (scalar) feedhorns can provide nearly constant E and H pattern performance over an octave frequency bandwidth. This design produces a large beamwidth and is normally used in reflector-feedhorn or lens-feedhorn systems.
Low flare angle feedhorns are physically longer than scalar feedhorns, yield narrow beamwidths and are typically utilized for narrow bandwidth applications.
Mechanical and Cost Considerations
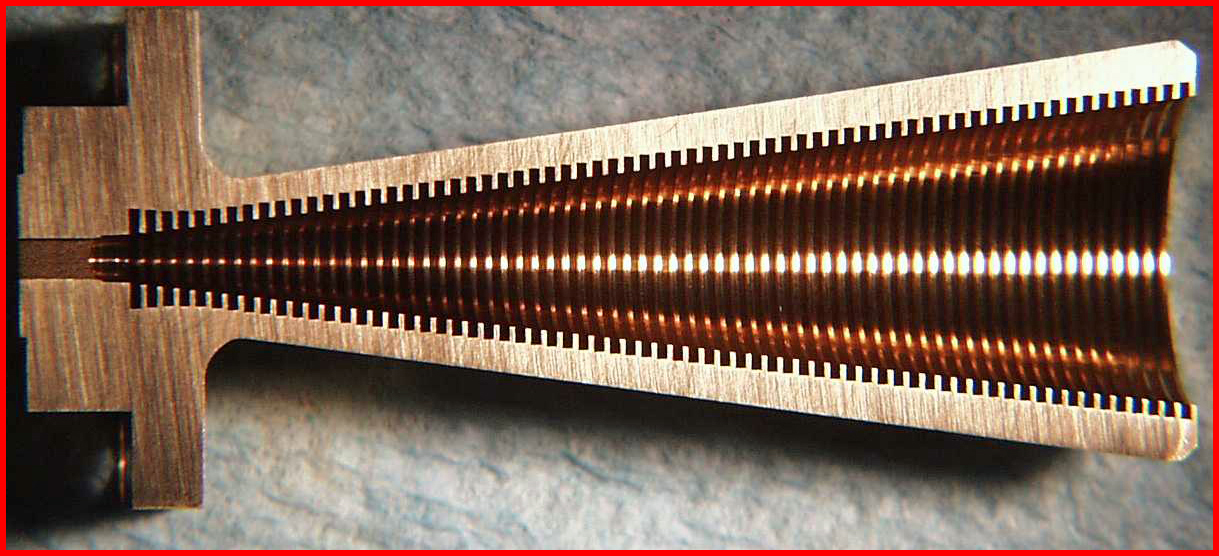
Fabrication processes are selected based upon electrical performance, size, and cost requirements. Direct machining, or a three step electroforming process can generally fulfill fabrication requirements.
Direct Machining – Large diameter, low frequency, large flare angle, and short length corrugated feedhorns are normally candidates for direct machining on a precision lathe. The throat of such antennas is sufficiently large to provide clearance for cutting tools. Direct machining is an economical single step fabrication process.
 Electro Forming
Electro Forming
The length of low flare angle feedhorns, the diameter and depth of matching grooves near the intersection of the circular waveguide and the corrugated conical flared sections can restrict the tool clearance available for direct machining operations. Such designs dictate a higher cost multiple step electroforming process. Electroforming involves a three step process consisting of: (1) Precision external machining of the internal geometry of the circular waveguide and the conical corrugated grooved wall envelope into the surface of an aluminum mandrel, (2) Electroforming the final feedhorn configuration by electrochemically depositing copper and nickel onto the mandrel surface until the desired feedhorn wall thickness is achieved, (3) Removal of the mandrel by a chemical etching process which selectively etches the mandrel material.

![]()
![]()